IW艾维金刚石拉丝模具网站地图
专注线材行业工具制造
提供拉拔(天然模.聚晶模.单晶模)挤压.绞线.刮皮.涂漆等拉丝模具。
中文
English
首页
产品展示
服务中心
新闻资讯
关于艾维
联系我们
钻石拉丝模具
天然钻石拉丝模
单晶拉丝模
漆包线拉丝模
镀锡线拉丝模
聚晶拉丝模具
聚晶拉丝模
绞线模
扒皮摸
大拉模
过桥摸
硬质合金拉丝模具
钨钢合金拉丝模
挤出模
导向模
涂漆模
压力模
特殊拉丝模具
CVD拉丝模
纳米涂层模
异形拉丝模
挤出导向模
喷嘴
设备及辅料
超声波研磨机
拉丝模抛光机
磨轮机
冷压焊机
人造金刚石微粉
金刚石工具
砂轮修整器
金刚石研磨膏
金刚石锉刀
金刚石砂轮
生产工艺
模具制作
制模设备
产品服务
半成品
模具维修
技术支持
常见问题
下载中心
艾维动态
行业资讯
国际新闻
联系方式
留言咨询
招聘信息
艾维简介
企业文化
质量体系
人才理念
质量第一
信誉至上
优质的产品,专业的技术,贴心的服务,
您值得信赖的合作伙伴!
栏目导航
产品展示
天然金刚石拉丝模具
聚晶金刚石拉丝模具
硬质合金拉丝模具
特殊拉丝模具
拉丝模具维修设备及辅料
其它金刚石工具
服务中心
模具制作
制模设备
半成品
模具维修
常见问题
下载中心
新闻资讯
艾维动态
行业资讯
国际新闻
关于艾维
艾维简介
企业文化
质量体系
人才理念
联系我们
联系方式
留言咨询
招聘信息
行业资讯
严格控制拉丝模具定径区长度和压缩角度
新形势下电线电缆行业的三大特点
拉丝模具拉丝过程中异常原因分析与处理
聚晶金刚石拉丝模具激光加工和电解加工
金刚石拉丝模具设备的变革
激光打孔技术在拉丝模具制作工艺中应用
郑州艾维金刚石有限公司 >> 行业资讯 >>
拉丝过程中异常原因分析与处理
拉丝过程中异常原因分析与处理
一.断线
1.接头不牢:调节对焊机的电流、通电时间、压力,提高焊接质量。
2.线材有杂质:加强原材料的验收。
3.配模不合理:对模具进行调整,消除变形过程度大和过小的现象。
4.模孔形状不正确或不光滑:严格按标准修模,定径区不可过长,保证模孔的光洁度。
5.反拉力过大:调整鼓轮上绕线的圈数。
6.鼓轮上压线:调整鼓轮上绕线的圈数,修正磨损的鼓轮。
7.润滑不良:检查润滑系统,测定润滑剂的成分和温度。
8.铝杆潮湿:防止铝杆受潮,潮湿的铝杆暂时不使用。
二.尺寸形状不正确
1.模孔磨损:经常测量线径,发现超公差时更换模具。
2.线材拉细:调整配模,改善润滑效果。
3.用错模具:穿线后要测量线径。
4.线材划伤:检验模孔的质量和润滑。
5.模具歪斜:上模时注意摆正,检修模座。
三.擦伤、碰伤、刮伤
1.锥形鼓轮上有跳线现象:将鼓轮表面修光,角度检修正确。
2.鼓轮上有沟槽:拆下鼓轮修复磨光。
3.设备上有伤线的地方:鼓轮接口不平,导轮转动不灵活。
4.线盘互相碰撞:线盘要“T”字摆放,运输时要彼此隔开。
5.地面不平整:整修地面,铺设钢板。
6.收线过满:坚守岗位,集中精力按规定下盘。
四.起皮、麻坑、三角口、毛刺
1.线材有飞边、夹杂、缩孔:加强检验,不合格的不投产。
2.模孔不光滑、变形等:严格检查,不合格的模具不上机。
3.润滑不良:提高润滑效果。
4.鼓轮不光滑,滑动率过大:磨光鼓轮表面,调整配模。
五.波纹、蛇形
1.配模不当:调整配模,在成品模的变形程度不可过小。
2.拉丝机严重震动:检修、加固设备,消除震动。
3.线材抖动厉害:调节张力,收线速度要保持稳定。
4.模孔形状不合适:定径区长度要合适,不可过短,甚至没有。
5.润滑供应不均匀,不清洁:保证润滑剂供应均匀,将润滑剂过滤使用。
六.线材上有连续的划痕
1.线材刮伤:检查与线材接触的各部位,如导轮、排线杠。
2.润滑液温度过高:加强冷却,必要时采用强制冷却手段。
3.润滑剂含碱量高、不清洁:定期化验,保持润滑剂的成分,保证其清洁。
4.模孔不光滑,有缺陷:加强模具的修理与管理,不合格模具不上机。
5.模孔润滑区被阻塞:对润滑液要过滤,消除润滑液中的金属屑和各种杂质。
七.氧化、水渍、油污
1.润滑不足,润滑液温度过高:保证润滑液的足够供给,加强润滑液的冷却。
2.润滑液飞溅:阻塞飞溅部位,成品线出口处采用毛毡擦线。
3.存放场地不清洁,油污的手套弄脏了线材:坚持6S管理,保证工作场地的清洁。
八.收排线满、偏、乱、紧、松
1.排线调整不当:按收线盘规格调整排线宽度和排线位置。
2.收线张力不当:调整收线张力和收线速度。
3.排线机构有故障:细心观察,及时排除。
4.收线盘不规整:选用合格的线盘上机。
5.收线过满:加强监视,如是自动换盘要重新设定下盘数量或检修设备。
上一篇:
新形势下电线电缆行业的三大特点
下一篇:
聚晶金刚石拉丝模具激光加工和电解加工方法
艾维金刚石
关于艾维
/
服务中心
联系我们
/
新闻资讯
产品展示
/
生产工艺
产品服务
/
技术支持
人才理念
/
招聘信息
产品导航
天然钻石拉丝模具
聚晶金刚石拉丝模具
硬质合金拉丝模具
金刚石工具
/
特殊拉丝模具
拉丝模具维修设备及辅料
产品服务
模具制作
/
制模设备
半成品拉丝模具
拉丝模具维修保养
质量体系
/
常见问题
在线咨询
/
网站地图
联系方式
地址:河南省郑州市高新区
杜英街73号17-1
邮箱:sales@iwdiamond.com
电话:0371 - 8608 2760
手机:180 0383 7191
版权所有:郑州艾维金刚石有限公司
法律声明
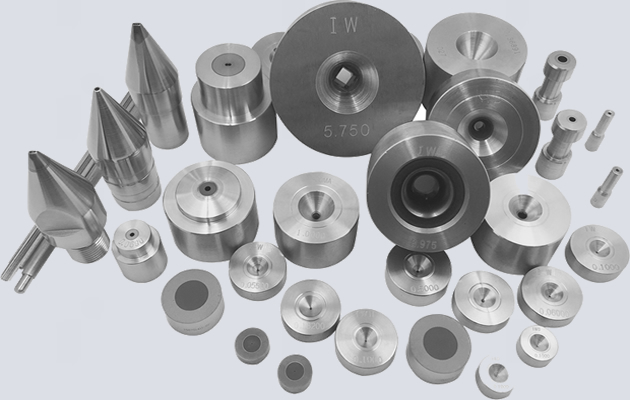
艾维金刚石(IW)专注于线材行业工具制造全球服务商,提供拉拔、挤压、绞线、刮皮、涂漆等模具服务;公司主要产品:天然金刚石拉丝模具(天然模)、聚晶金刚石拉丝模具(聚晶模)、单晶金刚石拉丝模具(单晶模)、纳米金刚石拉丝模具(纳米模)、钨钢拉丝模具、硬质合金拉拔模具、拉拔管模具、异型模具、绞线模具、涂漆模具,挤出导向模具等。
在线客服
联系电话
热线电话
0371-86082760
手机站点
手机扫一扫打开
在线咨询
回到顶部